Wide range of alloys (electrodes) available.
Low cost of equipment , available in most workshops.
Easy to apply no special skills required :
Relative high dilution of weld deposit (20-40 % )
2– 3 layers may be required to achieve maximum wear properties
Low Deposition rate ( between 1– 3 kg/ h )
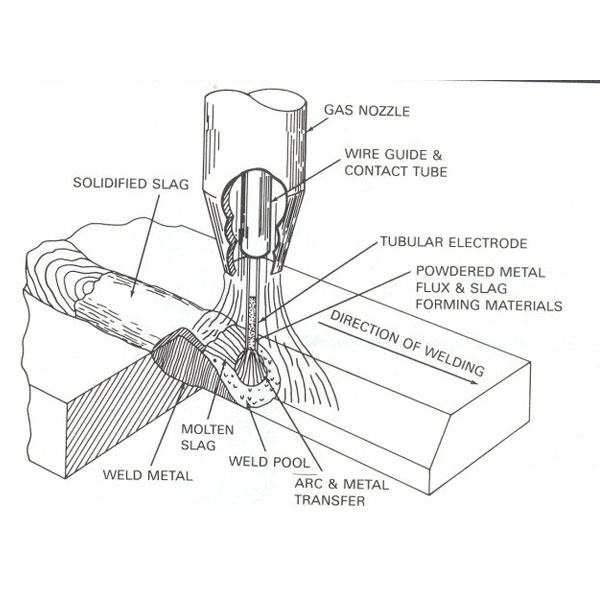
High deposition rates from 2– 11 kg /h
Large range of alloys available to suit most application .
Easy to use.
Low dilution,
Good control of weld deposit
Low dilution (5-15 %)
Ideal for Hard facing of tools & dies
Low deposition rates
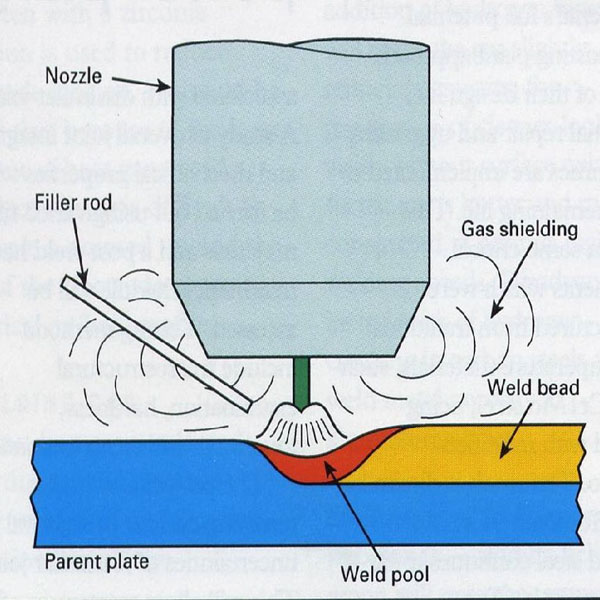
Limited range of alloys available.
High welding skill necessary
Excellent control over the deposit shape.
Minimum dilution of weld deposit (0-5 %)
Slow heating and cooling minimizes thermal shock of part
Equipment easily available at low cost
High heat input necessary
Low deposition rate
Not suitable for very large components
A two step process where the powder is sprayed with a thermal spray gun and thereafter fused to achieve a dense coating
Low cost of equipment ,easy to use
Only low dilution with base metal
Exact control over deposit shape and thickness
Wide range of powders available
High heat input necessary for spray & fuse coating
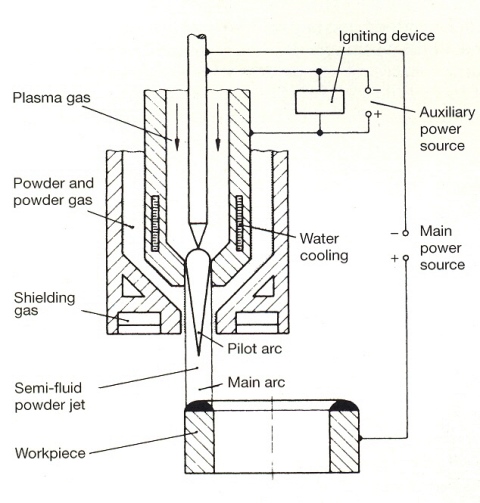
Low dilution of weld deposit (5-10 %)
Exact control over deposit thickness and shape,
Complete metallurgical bond between base metal and powder alloy
Automation is possible.
High deposition rate : up to 20 kg/h
Relative high cost of equipment
Limited mobility
High operator skill necessary
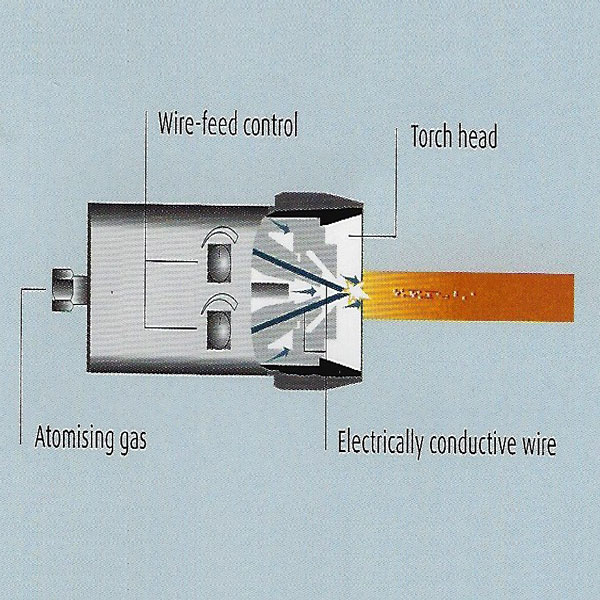
Low heat input, therefore workpiece remains relative cool with little change to either workpiece or sprayed material
Exact control over deposit thickness and shape and extremely thin coatings van be produced
Can be automated
Deposition rate from 2-15 kg/h
High cost of equipment
High deposition rates (8– 20 kg/h)
Preferred process for corrosion protection
No or only limited dilution of deposit
Good control over deposit thickness & shape
Relative high cost of the equipment
Exposure to electric arc and fumes ,
Fast deposition
Ideal for large parts such as rollers etc/
Suitable for automatic application
Produces sound and smooth deposits
Limited range of alloys available
Not suitable for smaller parts
Special equipment necessary
High dilution
©2023 Arcwel e.U. All Rights Reserved